Rebonjour,
comme annoncé voila la suite,
Ce matin, je ne vous ai pas tout dit quant à l'emploi d'un taraud ébaucheur à pilot et d'un taraud machine.
En fait, lors de la mise en pratique de ma "petite congitation", toujours obstiné par la réduction du temps de M.O., (si pièce moins chère = assurance du bon de commande), j'ai testé l'engagement de l'ébaucheur à pilot sur 6 tours, dévissage, et ensuite engagement du taraud machine pour un taraudage sur toute la longueur (+/- 2D)
Jackpot  Donc en 1 et 1/2 passage d'outils, il est possible de tarauder manuellement!
Donc en 1 et 1/2 passage d'outils, il est possible de tarauder manuellement! 
Si pour de l'acier de contruction, la solution était trouvée, il restait encore à tester la nouvelle méthode sur d'autres matières. (Inox, composites, bronze, alu,...)
N.B. Il faut noter que l'ébaucheur à pilot ne peut être utilisé dans le cas de trous borgnes peu profond.Il y a des marques, très évocatrices , dés qu'on les nomme.
exemple dans l'automobile: Bentley, Porche, Mercédes, Bugatti, Ferrari, Jaguar, Rolls,...
Dans le monde du taraud, il en est de même: Noris, Emuge, Gühring, Dormer, Sandvik, OSG, Dixi, ...
Tous les tarauds se classent dans deux catégories : ceux pour trous débouchants et ceux pour trous borgnes.

Type de tarauds
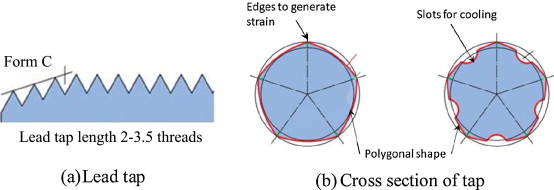
•Entrée GUN : figure C
Le taraud à goujures droite et entrée GUN est exclusivement dédié aux taraudages de trous débouchants.
L'affûtage typique pousse les copeaux vers l'avant du trou permettant d'augmenter la vitesse de rotation même dans les matériaux à copeaux longs.
Cette géométrie est disponible en norme ISO529 et DIN371 / 376.

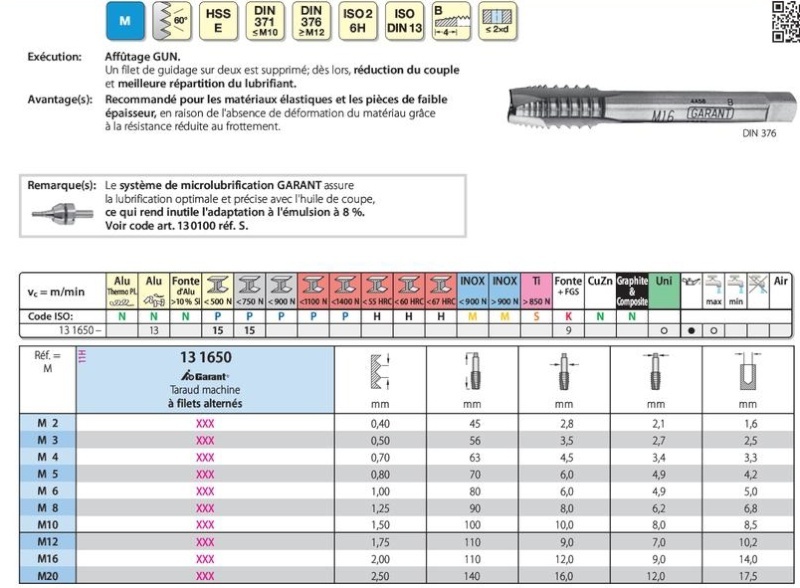
•Entrée GUN et filets alternés :
Sur le taraud à entrée GUN et filets alternés, les arêtes coupantes de chaque peigne ont été supprimées en alternance.
Cela a pour effet d'aider à fractionner les copeaux dans le cas de matériaux à copeaux longs, et de réduire sensiblement le couple résistant dû aux frottements dans les matières ayant tendance au retreint comme certains aciers inoxydables.
Cette géométrie est exclusivement dédiée aux taraudages de trous débouchant dans des épaisseurs supérieures à 2 fois le pas.
Cette géométrie est disponible en norme ISO529 et DIN371 / 376.

•Entrée GUN à hélice à gauche 8-15°• forme d’entrée D (4-5 filets)
pour taraudage de trous débouchants.
Notez: Les goujures hélicoïdales poussent les copeaux enroulés en avant. Contrairement à la version avec entrée GUN , l’angle de coupe reste presque constant sur la longueur d’entrée totale. Cela assure une grande rigidité des dents de l’entrée pour les matériaux à résistance élevée.

•Goujures hélicoïdales 15° à droite
Le taraud à goujures hélicoïdales à hélice 30° est utilisé pour le taraudage général en trou borgne de matériaux ferreux on non-ferreux à copeaux courts ou moyens.
C'est le modèle le plus courant parmi les outils hélicoïdaux.
Cette géométrie est disponible en norme ISO529 et DIN 371 / 376.
•Goujures hélicoïdales 40° à droite
Les goujures hélicoïdales à hélice rapide à 40° sont utilisées pour les outils spécialisés auxquels elles apportent une excellente maîtrise de l'évacuation des copeaux à haute vitesse.
Ce type d'outil est particulièrement destiné aux travaux de série sur machine rigide et précise.
Cette géométrie n'est disponible qu'en normes DIN 371 et 376.

Et parfois supérieur à 40°

pourquoi 4 dents ou trois?

Et quand il faut tarauder l'intérieur du tube d'épaisseur moyenne, la seule manière d'y parvenir, est d'employer un 5 dents hélicoïdales.
On limite ainsi le phénomène de dilatation vu l'élasticité (allongement de la matière suite aux efforts)
Les catalogues des fabricants proposent des centaines de configurations adaptées à chaque travail de matières ( traitées ou pas)
A s'y perdre

Remarque (découvert dans la pratique d'usinage machine)
Les aciers à bas carbone
(à ferrer les baudets) sont ingrats à tarauder, car prédisposés aux copeaux longs et à créer des arêtes rapportées sur l'outil.
(donc modification des caractéristiques de coupe)
Pour cet acier, une configuration et un affûtage pour l'inox donne des superbes performances.
exemple vécu: 750 taraudages machine de M30 x 80 mm de long, sous émulsion de coupe à 6%, avant le déclassement de l'outil. (limite d'usure atteinte)
Il se fait tard, et j'avais encore trois informations à vous rapporter.
Donc, si j'en ai le temps demain ou dimanche, je vous parlerai des inserts filetés, du fluo-percage et de son taraudage.
bonne

à tous























 Sujet: Taraudage manuel parfait et plus rapide
Sujet: Taraudage manuel parfait et plus rapide 












 ou
ou 





 foret,taraud,appareil de montage et des hélicoils
foret,taraud,appareil de montage et des hélicoils 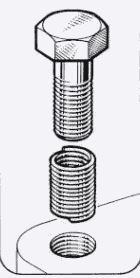 vissage d'un losange d'acier spiralé afin que les arêtes intérieures offrent les caractéristiques du taraudage d'origine
vissage d'un losange d'acier spiralé afin que les arêtes intérieures offrent les caractéristiques du taraudage d'origine 








 sont la solution idéale pour créer un taraudage résistant aux vibrations et à la torsion dans des matériaux métalliques de faible résistance, comme l’aluminium, les alliages d’aluminium et les alliages de magnésium.
sont la solution idéale pour créer un taraudage résistant aux vibrations et à la torsion dans des matériaux métalliques de faible résistance, comme l’aluminium, les alliages d’aluminium et les alliages de magnésium.

















